



O controle de qualidade reúne todas as atividades que visam a prevenção de falhas de projeto, fabricação e montagem, não se restringindo somente à função de inspeção. Além da verificação das matérias-primas, do produto em fabricação, da montagem, das ferramentas e dos calibradores, inclui a investigação das causas dos defeitos, a escolha dos métodos e dos planos de inspeção, a análise dos dados relativos às perdas e a determinação do nível de qualidade desejado no mercado.
ENSAIOS NÃO DESTRUTIVOS EM LIGAÇÕES SOLDADAS
Os ensaios não destrutivos são utilizados para determinar características, propriedades (ensaios físico-químicos),dimensões (ensaios metrológicos) ou comportamento de peças ou equipamentos (ensaios funcionais). A inspeção visual é qualificada pela norma da Petrobras N -1597 REV. D -Ensaio não -destrutivo visual. O ensaio de Líquido penetrante é normatizado pela norma Petrobras N -1596 VER.H -Ensaio não -destrutivo -Líquido penetrante. A inspeção por partículas magnéticas é qualificada pela norma da Petrobras N-1598 REV.E -ensaio não -destrutivo -partículas magnéticas. O ensaio radiográfico é qualificado pela norma Petrobras. N -1595 REV. G -Ensaio não -destrutivo –Radiografia.A inspeção por Ultrassom é qualificada pela norma Petrobras N -1594 REV.F -Ensaio não -destrutivo –Ultrassom
As fotos da Figura 6, mostram o resultado de um ensaio realizado em uma peça que acabou de receber um furo, visualmente não apresenta nenhuma descontinuidade, porém após o ensaio de PM a trinca fica evidente.
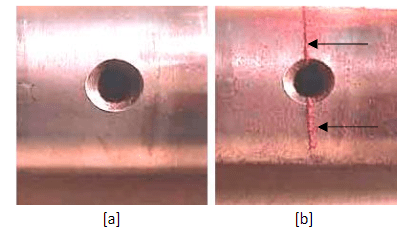
Foto da esquerda [a] mostrando a peça antes da inspeção por partículas e a foto da direita [b] mostrando a trinca originada do furo. FONTE:ANDREUCCI (2014).
Inspeção Visual da Superfície Pintada
Após a aplicação de cada demão de tinta, toda a superfície pintada deve ser inspecionada visualmente ou com auxílio de algum instrumento ótico para identificar eventual aparecimento de defeitos (NUNES e LOBO, 2014).Atualmente, a experiência do inspetor é que,na maior parte das vezes, determina se o defeito é aceitável ou não. Contudo a Norma ASTM D 714 (2009) estabelece um método para qualificação do empolamento em função do tamanho e da distribuição das bolhas.
A Norma ASTM D 714 (2009) classifica as bolhas quanto ao tamanho e frequência que são apresentadas na superfície. Os tamanhos são classificas numa escala de 0 a 10, onde o número 10 significa ausência de bolhas. Bolhas No8 representam o menor tamanho facilmente identificadas a olho nu. A frequência é qualificada em: D –Densa, MD -Médio-Densa, M –Média, F –Pouco. A amostra é avaliada quanto ao aparecimento e evolução de bolhas e classifica-se conforme padrões visuais pré-determinados.
Aferição das Espessuras das Películas de Tinta
Esta é a mais tradicional das ações de controle de qualidade durante a aplicação de um esquema de pintura.A medição das espessuras das películas de tinta é muito importante e deve ser realizada para cada demão de tinta em dois estágios, primeiramente é medida a espessura da película úmida e posteriormente com a película seca. A medição da espessura de película úmida normalmente é feita pelo pessoal da execução e visa o controle da aplicação, evitando descontinuidades ou consumo exagerado da tinta. Esta medição é realizada com auxílio de instrumento do tipo calibre comparador (NUNESeLOBO, 2014).
Para a espessura da película seca, são utilizados instrumentos do tipo elcometer, microtes ou eletrônicos e todos têm funcionamento baseados no princípio de emissão de campo magnético. Na Figura 7, são apresentadas fotos realizadas pelo autor em fábrica de estruturas metálicas, onde mostram o ensaio de aferição de espessura de película de tinta.
A inspeção das películas secas de tinta consiste em avaliar algum tipo de deficiência na película de tinta, isso por estarem sujeitas a falhas que podem afetar a real necessidade do desempenho das tintas. As falhas podem ser pontuais ou generalizadas, que podem ter como principal causador itens já relacionados com controles de processos, condições ambientais e aplicabilidade dos produtos.
Esse controle tem como objetivo evidenciar a camada de tinta seca especificada pelo boletim técnico da tinta, pois, a tinta serve como uma barreira que promove a proteção anticorrosiva no substrato.
Segundo a norma Petrobras N-13 revisão K, a medição da espessura deve ser afetada após decorrido o tempo de secagem para repintura de cada demão e deve ser realizado um número de medições correspondente, em valor absoluto, a 10 % da área total pintada

Determinação de Descontinuidades
O teste de descontinuidade normalmente deve ser realizado após a conclusão da aplicação de esquemas de pintura de alto desempenho no que diz respeito a corrosão. Quando efetuado, deve abranger toda a superfície pintada. É especialmente recomendado para esquemas de pintura que irão trabalhar em imersão permanente e em atmosferas muito úmidas e agressivas (NUNESeLOBO, 2014).
Existem dois aparelhos diferentes para avaliar eventuais descontinuidades no esquema de pintura. Ambos têm como princípio avaliar a capacidade de uma corrente elétrica de atravessar a película de tinta. O aparelho por via úmida é de baixa voltagem e só identifica falhas passantes, ou seja, que atravessam toda a espessura do esquema de pintura. Uma esponja de poliuretano, na extremidade do cabo, encharcada em água salgada, cria condições ideais para a corrente elétrica atravessar a película de tinta na região da falha e indicá-las por meio de um sinal luminoso ou sonoro. Já o aparelho por via seca é de alta voltagem (até 30.000 volts). A grande vantagem desse aparelho é o poder de identificar qualquer tipo de falha, passante ou não, inclusive regiões com baixas espessuras. A desvantagem é que é inadequado para esquemas de baixas espessuras, pois por menor que seja a voltagem regulada, a corrente pode perfurar a película de tinta.
Desse modo, ao aparelho de via úmida é utilizado para avaliar descontinuidades em esquemas de pintura cuja espessura total não ultrapasse 100 μm, e o de via seca, para os demais casos (NUNES e LOBO, 2014)
FONTE: Texto retirado da REEC - Revista Eletrônica de Engenharia Civil Volume 13, Nº 1, 20-34 do trabalho "MANIFESTAÇÕES PATOLÓGICAS E CONTROLE DE QUALIDADE NA MONTAGEM E FABRICAÇÃO DE ESTRUTURAS METÁLICAS" "Demonstrations in pathological steel structures and quality control in assembly and fabrication of steel structures" que apresenta um estudo científico e tecnológico sobre o controle de qualidade na fabricação e montagem de estruturas metálicas
CONTATO DOS AUTORES: Contato com os autores: 1 e-mail: caio.sacchi@gmail.com( C. C. Sacchi)Mestrando do Departamento de Engenharia Civil da Universidade Federal de São Carlos –UFSCar.2 e-mail: alex@ufscar.br( A. S. C. de Souza)Professor Associado do Departamento de Engenharia Civil da Universidade Federal de São Carlos –UFSCar
LINK PARA O PDF COM O CONTEÚDO COMPLETO DO TRABALHO: https://www.revistas.ufg.br/reec/article/view/41214/pdf






